Dum fabricationem ad transformationem summae qualitatis perveniunt, celeriter in agro energiae purae et industriae semiconductorum et photovoltaicae progressus est, cum magna efficacia et facultas processus summae praecisionis instrumentorum adamantinorum crescit postulatio, sed pulvis adamantinorum artificialis, ut materia prima maximi momenti, non est fortis, et vis tenax matricis non est magna, sed vita instrumenti carburi initialis non est longa. Ad haec problemata solvenda, industria plerumque superficiem pulveris adamantini cum materiis metallicis obduci adhibet, ut proprietates superficiei eius emendent, firmitatem augeant, et qualitas generalis instrumenti augeatur.
Methodus superficiei pulveris adamantini obducendae plus est, inter quas sunt obductio chemica, electrodepositio, obductio per sputtering magnetron, obductio per evaporationem vacuum, reactio per eruptionem calidam, et cetera. Obductio chemica et obductio per processum maturum, obductio uniformis, compositionem et crassitudinem obductionis accurate moderari potest. Commoda obductionis personalizatae, duae technologiae frequentissime adhibitae in industria factae sunt.
1. chemica depositio
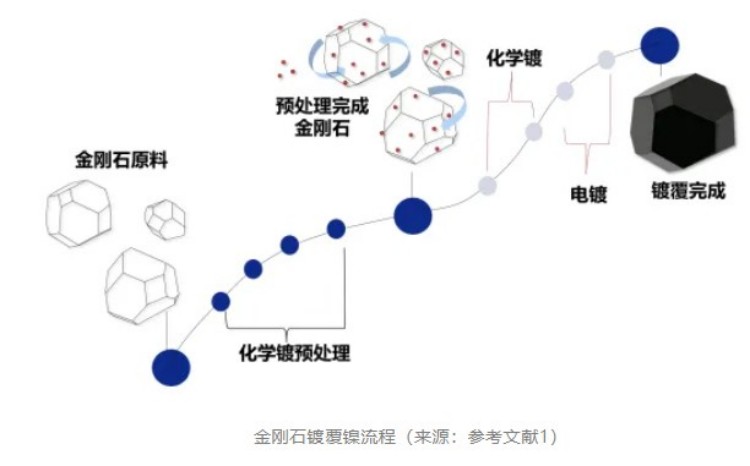
Obductio chemica pulveris adamantini est pulvis adamantinus tractatus in solutionem obductionis chemicae immittere, et iones metallici in solutione obductionis deponere per actionem agentis reducentis in solutione obductionis chemicae, obductionem metallicam densam formando. Hodie, obductio chemica adamantini latissime adhibita est obductio chemica niccoli et phosphori (Ni-P), quae vulgo obductio chemica niccoli appellatur.
01 Compositio solutionis chemicae niccoli depungendae
Compositio solutionis chemicae ad obducendum materiam magnopere afficit lenem progressum, stabilitatem et qualitatem obductionis reactionis chemicae. Solet continere salem principalem, agentem reducentem, complexatorem, tamponem, stabilisatorem, acceleratorem, surfactantem, aliaque elementa. Proportio cuiusque elementi diligenter aptanda est ut optimus effectus obductionis obtineatur.
1, sal principale: plerumque niccoli sulfas, niccoli chloridum, niccoli acidum aminosulfonicum, niccoli carbonas, et cetera, cuius munus principale est fontem niccoli praebere.
2. Agens reductivus: praecipue hydrogenium atomicum praebet, Ni2+ in solutione obductionis in Ni reducit et in superficie particularum adamantinarum deponit, quod est elementum gravissimum in solutione obductionis. In industria, phosphas secundarius natrii cum valida facultate reductionis, pretio vili et bona stabilitate obductionis praecipue ut agens reducens adhibetur. Systema reductionis obductionem chemicam tam temperatura humili quam alta perficere potest.
3, agens complexum: solutio obducens praecipitationem praecipitare potest, stabilitatem solutionis obducens augere, vitam utilem solutionis obducens extendere, celeritatem depositionis niccoli emendare, qualitatem strati obducens emendare, plerumque acidum succininum, acidum citricum, acidum lacticum et alia acida organica eorumque sales adhibere.
4. Aliae partes: stabilisator decompositionem solutionis obductionis inhibere potest, sed quia eventum reactionis chemicae obductionis afficit, usus moderatus requiritur; tampon H+ producere potest durante reactione chemica niccoli obductionis ut continua stabilitas pH confirmetur; surfactans porositatem obductionis minuere potest.
02 Processus chemicus nickelizationis
Systema hypophosphatis natrii ad chemicam materiam involvendam requirit ut matrix certam activitatem catalyticam habeat, et ipsa superficies adamantina centrum activitatis catalyticae non habet, ergo ante involucrum chemicum pulveris adamantini praeparandum est. Modus traditionalis ad chemicam materiam involvendam est remotio olei, crassitudo, sensibilitas et activatio.
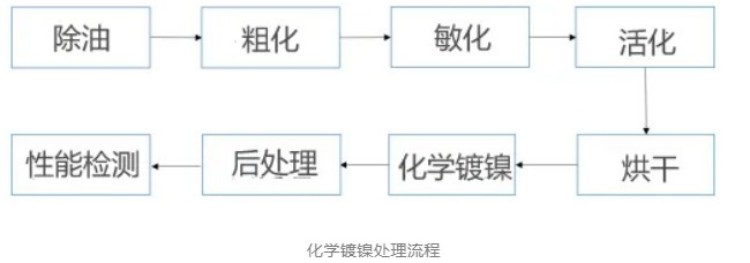
(1) Olei remotio, asperitas: Olei remotio praecipue est ad oleum, maculas, aliasque sordes organicas in superficie pulveris adamantini removendas, ut apta congruentia et bona effectus subsequentis obductionis curentur. Asperitas parvas foveas et fissuras in superficie adamantini formare potest, asperitatem superficiei adamantini augere, quod non solum adsorptioni ionum metallicorum in hoc loco favet, subsequentem obductionem chemicam et electrodeductionem faciliorem reddit, sed etiam gradus in superficie adamantini format, condiciones opportunas ad incrementum strati depositionis metalli chemicae vel electrodeductionis praebens.
Solet fieri ut in gradu remotionis olei NaOH aliaque solutio alcalina utatur, et in gradu crassitudinis, acidum nitricum aliaque solutio acidi ut solutio chemica cruda ad superficiem adamantinam corrosam adhibeatur. Praeterea, hae duae nexus cum machina purgationis ultrasonicae adhiberi debent, quae ad efficientiam pulveris adamantini olei remotionis et crassitudinis augendam prodest, tempus in processu remotionis et crassitudinis olei conservat, et effectum remotionis olei et crassitudinis olei curat.
(2) Sensibilisation et activatio: processus sensibilisationis et activationis est gradus gravissimus in toto processu chemicae obductionis, qui directe coniungitur cum possibilitate obductionis perficiendae. Sensibilisation est adsorbere substantias facile oxidatas in superficie pulveris adamantini, quae vim autocatalyticam non habet. Activatio est adsorbere oxidationem acidi hypophosphorici et ionum metallicorum catalytice activorum (velut palladii metalli) in reductionem particularum niccoli, ut acceleratur celeritas depositionis obductionis in superficie pulveris adamantini.
Generaliter loquendo, tempus curationis sensibilisationis et activationis nimis breve est, formatio punctorum palladii in superficie metallica adamantina minor est, adsorptio obductionis insufficiens est, stratum obductionis facile decidit vel difficile obductionem completam format, et tempus curationis nimis longum est, quod punctum palladii dissipabit, ergo tempus optimum ad curationem sensibilisationis et activationis est 20-30 minuta.
(3) Nickelatio chemica: processus nickeliae chemicae non solum compositione solutionis obductivae afficitur, sed etiam temperatura et valore pH solutionis obductivae. In nickeliae chemicae obductivae temperaturae altae traditionali, temperatura generalis inter 80 et 85°C erit, quae supra 85°C facile solutionis obductivae decompositio efficitur, et infra 85°C, eo velocior celeritas reactionis. Secundum valorem pH, cum pH augetur, celeritas depositionis obductivae augebitur, sed pH etiam formationem sedimenti salis nickeliani celeritatem reactionis chemicae inhibet. Itaque in processu nickeliae chemicae, compositione et proportione solutionis obductivae optimizatis, condicionibus processus obductivae optimizatis, celeritas depositionis obductivae, densitate obductiva, resistentia corrosionis obductivae, et methodo densitatis obductivae moderandae sunt, et pulveris adamantini obductivi postulationibus progressionis industrialis occurrendum est.
Praeterea, una obductio crassitudinem optimam obductionis fortasse non assequitur, et bullae, foramina acus et alia vitia adesse possunt, ita obductiones multiplices adhiberi possunt ad qualitatem obductionis emendandam et dispersionem pulveris adamantini obducti augendam.
2. electronickelatio
Ob praesentiam phosphori in strato obducenti post nickel chemicum adamantinum, conductivitatem electricam debilem efficit, quae processum onerationis arenae instrumenti adamantini (processum fixationis particularum adamantinarum in superficie matricis) afficit, ita stratum obducens sine phosphoro ad nickel obducens adhiberi potest. Operatio specifica est pulverem adamantinum in solutionem obducentiam iones nickel continentem immittere, particulas adamantinas cum electrodo negativo potentiae in cathodum contactu facere, massam nickel metallicam in solutionem obducentiam immergere et cum electrodo positivo potentiae coniungere ut anodum fiat. Per actionem electrolyticam, iones nickel liberi in solutione obducentia ad atomos in superficie adamantina reducuntur, et atomi in obducens crescunt.

01 Compositio solutionis galvanoplastiae
Sicut solutio chemica ad depunctionem, solutio electrodepunctionis praecipue iones metallicos necessarios ad processum electrodepunctionis praebet, et processum depositionis niccoli regit ad obductionem metallicam requisitam obtinendam. Inter partes principales sunt sal principalis, agens activum anodicum, agens tampon, additiva et cetera.
(1) Sal principalis: praecipue utitur niccoli sulfato, niccoli aminosulfonato, et cetera. Generaliter, quo maior est concentratio salis principalis, eo velocior diffusio in solutione obductionis, eo maior efficacia currentis, eo maior est celeritas depositionis metalli, sed grana obductionis crassa fient, et quo decrescit concentratio salis principalis, eo peior est conductivitas obductionis, et difficilis est ad moderandum.
(2) Agens activum anodicum: quia anodus facile passivatur, facile conductivitatem malam habet, uniformitatem distributionis currentis afficiens, necesse est nickel chloridum, natrii chloridum, et alia agentia ut activatores anodici addere, ut activationem anodi promoveant et densitatem currentis passivationis anodi augeant.
(3) Agens tamponans: sicut solutio chemica ad galvanoplastiam iniectam, agens tamponans stabilitatem relativam solutionis ad galvanoplastiam iniectam et pH cathodi conservare potest, ita ut intra limites permissos processus galvanoplastiae fluctuare possit. Agens tamponans commune acidum boricum, acidum aceticum, natrii bicarbonas et cetera habet.
(4) Alia additiva: secundum requisita obductionis, adde iustam quantitatem agentis nitentis, agentis aequantis, agentis madefacientis et agentis varii aliorumque additivorum ad qualitatem obductionis emendandam.
02 Fluxus niccoli electrodepositi adamantini
1. Praeparatio ante obductionem: Adamas saepe non est conductivus, et strato metallico per alias processus obductionis obduci debet. Methodus chemica obductionis saepe adhibita est ad stratum metallicum praeobducendum et spissandum, ita qualitas obductionis chemicae qualitatem strati obductionis quodammodo afficiet. Generaliter loquendo, contentum phosphori in obductione post obductionem chemicam magnum momentum in qualitatem obductionis habet, et obductio phosphori alti relative meliorem resistentiam corrosionis in ambitu acido habet, superficies obductionis maiorem tumorem, magnam asperitatem superficialem et nullam proprietatem magneticam habet; obductio phosphori medii et resistentiam corrosionis et resistentiam attritionis habet; obductio phosphori humilis conductivitatem relative meliorem habet.
Praeterea, quo minor est magnitudo particularum pulveris adamantini, eo maior est superficies specifica; cum obducitur, facile in solutione obducta fluitabit, effusionem, obductionem, stratum laxum obducendi producet. Ante obductionem, necesse est quantitatem P et qualitatem obductionis moderari, conductivitatem et densitatem pulveris adamantini moderari, ut pulveris facile fluitet.
2, Nickel-Inductio: Hodie, pulveris adamantini in inductione saepe methodum volutationis adhibet, id est, iusta quantitas solutionis electrodepositionis in ampulla additur, certa quantitas pulveris adamantini artificialis in solutionem electrodepositionis immittitur, et per rotationem ampullae pulverem adamantinum in ampulla ad volutationem impellitur. Simul, electrodus positivus cum lapide niccoli, electrodus negativus cum pulvere adamantino artificiali connectitur. Sub actione campi electrici, iones niccoli in solutione inductionis liberi nickel metallicum in superficie pulveris adamantini artificialis formant. Attamen, haec methodus difficultates habet cum efficacia inductionis humili et inaequalitate inductionis, itaque methodus electrodi rotantis orta est.
Methodus electrodi rotantis est cathodum rotare in depungendis pulveribus adamantinis. Hoc modo area contactus inter electrodum et particulas adamantinas augetur, conductivitas uniformis inter particulas augetur, inaequalitas depungendi emendatur, et efficientia productionis depungendi niccoli adamantini augetur.
brevis summarius
Ut materia prima principalis instrumentorum adamantinorum, modificatio superficialis pulveris microadamantini est instrumentum magni momenti ad vim matricis moderandam augendam et vitam utilem instrumentorum prolongandam. Ut celeritas oneris arenae instrumentorum adamantinorum augeatur, stratum niccoli et phosphori plerumque in superficie pulveris microadamantini obduci potest ut conductivitatem quandam habeat, deinde stratum obducendi niccoli densatum est, conductivitatem augens. Attamen notandum est superficiem ipsam adamantinam centrum activum catalyticum non habere, itaque ante obductionem chemicam praetractandam esse.
documentatio referentialis:
Liu Han. Studium de technologia superficiei obducendae et qualitate pulveris micro-adamantis artificialis [D]. Institutum Technologiae Zhongyuan.
Yang Biao, Yang Jun, et Yuan Guangsheng. Studium de processu praeparationis ad superficiem adamantinam tegendam [J]. Standardizatio spatii spatii.
Li Jinghua. Investigatio de modificatione superficiei et applicatione pulveris microadamantis artificialis ad serras filarias adhibiti [D]. Institutum Technologiae Zhongyuan.
Fang Lili, Zheng Lian, Wu Yanfei, et al. Processus chemicus niccoli superficiei adamantis artificialis [J]. Acta IOL.
Hic articulus in reti materiae superdurae iterum impressus est.
Tempus publicationis: XIII Martii, MMXXXV




